
 您的位置:
您的位置:
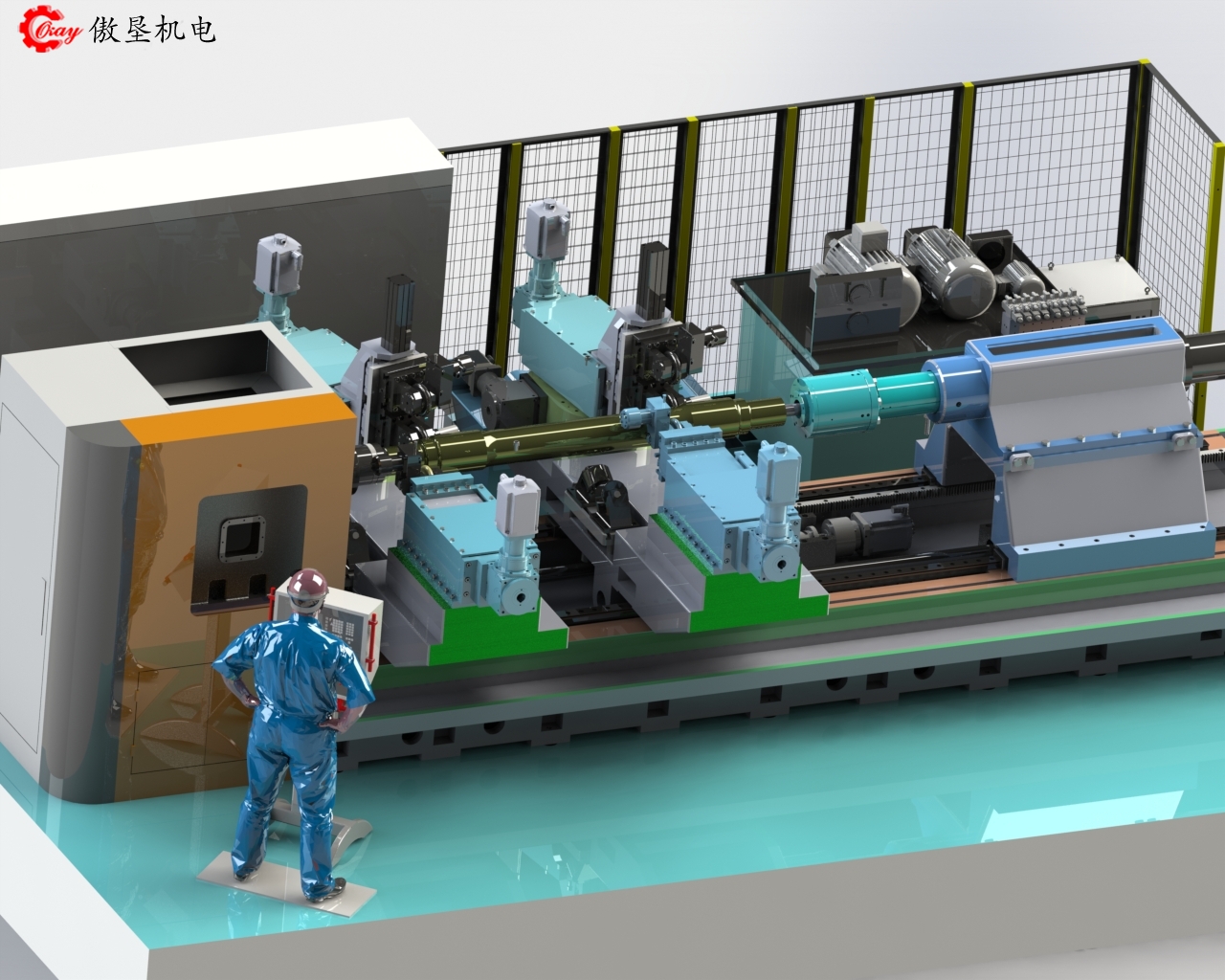

GY300深滚压机主要用于轴类金属件表面的滚压强化。
滚压轮在接触压力下沿着着轴类圆周方向纵向移动,根据金属变形理论:零件表面在外力作用下,被滚压金属的原子间距离会暂时减小或晶粒间产生滑动,当外力达到一定数值时,被加工表面金属除产生弹性变形外,还形成塑性变形。
通过滚压使金属被滚压层的组织变得紧密晶粒变细、晶粒形状也沿着变形最大的方向延伸,使金属表面得到强化,提高了零件表层冷作硬化硬度,压平了微观不平度,降低了零件的表面粗糙度,被滚压金属表面的强度极限、屈服极限和疲劳极限都有提高。通过滚压,可很好的降低零件表面的粗糙度、改善零件的耐腐蚀、提高轴耐磨性和抗疲劳性能。
设备采用西门子数控系统,控制4根滚压轮横向进给轴X,2个旋转轴C、2根纵向进给轴(Z)和1根S主轴,共9根伺服轴。
滚压轮工作采用压力控制,根据工艺要求设定不同滚压力来控制滚压硬化层深度。
最大产品直径: Ф300mm
最小产品直径: Ф80mm
最大产品长度: 3000mm
最小产品长度: 1200mm
在最大工件重量: 1650kg
X横向行程 150mm
Z1纵向行程 1500mm
Z2纵向行程 1500mm
最大滚压力 ***KN
C轴摆动角度 ±**°
C轴摆动速度 **°/s
轴向定位精度 0.02mm
轴向重复定位精度 0.02mm
纵向定位精度 0.04mm
轴向重复定位精度 0.02mm
滚压轮工作面跳动: ≤0.015mm
旋轮轴径向跳动: ≤0.015mm
主轴S转速: ***rpm
主轴功率: **kw
冷却介质: 挤压油
尾座:
尾顶杆行程 700mm
夹紧压力 ***KN
硬件配置
控制方式: 西门子ONE 数控系统
进给动力: 西门子1KF7系列伺服电机
驱动控制: 西门子S120系列伺服驱动器
主轴动力: ***KW主轴伺服电机
动力台横向: 德国INA 45直线滚柱导轨
驱动丝杠 德国IF 63直径精密丝杠
动力台纵向: 德国INA 65直线滚柱导轨
驱动丝杠: 德国IF 80直径精密丝杠
设备总功率: 95KW
电源电压: 380V±5% 50HZ
设备主机占地: 8100mm长*3350mm宽*2200mm高
设备重量: 约39吨









 公司地址:江苏省苏州常熟市董浜镇民生路4号
公司地址:江苏省苏州常熟市董浜镇民生路4号 版权所有:傲垦数控装备(苏州)有限公司
版权所有:傲垦数控装备(苏州)有限公司 备案号:苏ICP备19064750号-1
备案号:苏ICP备19064750号-1 技术支持:祥云平台
技术支持:祥云平台
