
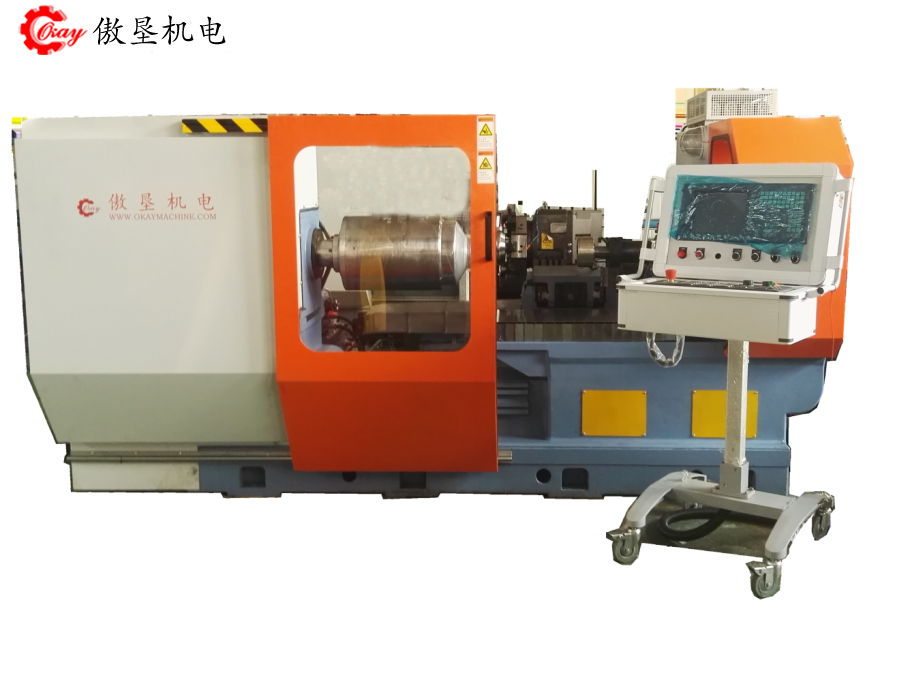
强力自动旋压机的工艺特点和要求如上所述。由于强力自动旋压机与普通旋压机的工艺(变形)性质不同,设备结构、技术性能和控制方式不同。区别。并且由于强力旋压还具有一些独特的技术特点,对其设备也提出了相应的要求。
1、转轮架能使转轮产生足够的径向力和轴向力。主轴具有相当大的扭矩和功率。
2、设备应有足够的系统(转轮、工件、心轴、主轴等及液压系统)刚性。在旋压过程中尽量减少主轴、芯模和转轮的偏转、偏转和振动,因为旋压件的壁厚精度是靠转轮和芯模之间的间隙来保持的。
3、尾座能产生足够的拧紧力,因为在旋压过程中,毛坯与芯模的相对转动不利于变形的均匀性和工件的表面质量。甚至不利于安全操作。此外,增加尾座的拧紧力也有利于提高设备旋转部分(主轴)系统在加工过程中的刚性。

4、由于自动旋压机是逐点变形的过程,所以通常每道旋压工序都需要连续进行一次,中间不能停顿,否则在旋压时接头表面会出现压力。恢复旋压。痕迹,造成不均匀和不光滑的痕迹。因此,其工艺设备要求是电气和液压控制系统,以保证纺丝过程的连续稳定。
5、为减少或消除旋压时作用在主轴上的弯曲距离,改善轴承状况,减少芯模的挠曲和振动,一般需要设置2~3台旋压机(特别是大型和中型的)。轮子相对于主轴的轴线对称布置,以平衡旋转的径向分量。
6、旋压过程中要求保持芯模(工件)表面的旋转线速度、转轮每转进给量、转轮对工件的工作角度。这使得旋压过程中单位时间内的金属流动恒定,同时使加工过程更加稳定,工件表面质量均匀。
7、根据设备类型,配备各种附加装置,方便加工,如自动送坯、定心装置、工件卸料器、芯棒和工件加热装置、芯棒磨削装置、工件修边和局部旋压大直径工件时需要的成型装置和电视监控装置。
8、为保证产品质量,提高生产效率,减轻操作人员的劳动强度,自动旋压机应尽量采用半自动和全自动工作循环。

 您的位置:
您的位置:







 公司地址:江苏省苏州常熟市董浜镇民生路4号
公司地址:江苏省苏州常熟市董浜镇民生路4号 版权所有:傲垦数控装备(苏州)有限公司
版权所有:傲垦数控装备(苏州)有限公司 备案号:苏ICP备19064750号-1
备案号:苏ICP备19064750号-1 技术支持:祥云平台
技术支持:祥云平台
