
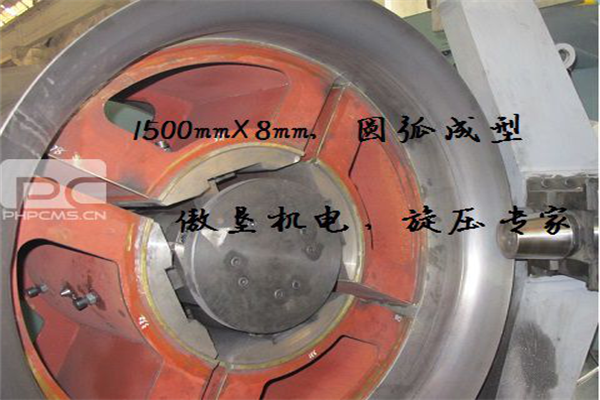
旋转工具(滚子或其他异形件)相对连续地被供给到心轴,并且依次是先进的塑料加工方法,其中工件的很小部分受到变形压力以压制坯料并产生连续点逐点变形逐渐形成工件。轮毂旋压机品牌利用金属延展性,综合了锻压、挤压、拉伸、弯曲、环轧、横轧和滚压等工艺特点,实现了无切削加工的工艺特点,专业轮毂旋压机具有优质高效金属产品旋压成型工艺过程。
揭阳专业轮毂旋压机金属旋压机床主要包括包括床身、安装于床身上的尾座、主轴箱、位于尾座和主轴箱间的工作台、旋压专用控制系统以及控制各部件协调运作的自动化数控装置。轮毂旋压机品牌的床身、主轴和传动系统、旋轮架、尾座等每个部位具有很好的刚度,还具有较粗笨的作业台、较粗大的导轨、壁部肥厚的承力支架与箱体等。旋轮架的横向、纵向进给机构多选用液压传动或机械与液压联合驱动,使其发生满意的旋压力,并能进行平衡的无级调速,满意工艺要求。
所以专业轮毂旋压机液压传动系统的设计内容与方法都略作调整便可直接转换为液压控制系统的设计。液压传动系统作为=轮毂旋压机品牌的一个组成部分,其设计要与同机的总体设计同时进行。当工程师着手设计时,必须以实际需求情况为出发点,有机结合各种传动形式以充分发挥出液压传动的优势,且设计力求满足结构简单、工作可靠、成本低廉、效率较高、操作简单以及维修方便等特点。

揭阳专业轮毂旋压机是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形。在专业轮毂旋压机品牌的进给运动和坯料的旋转运动共同作用下,使局部的塑性变形逐步地扩展到坯料的全部表面,并紧贴于模具,完成零件的旋压加工。

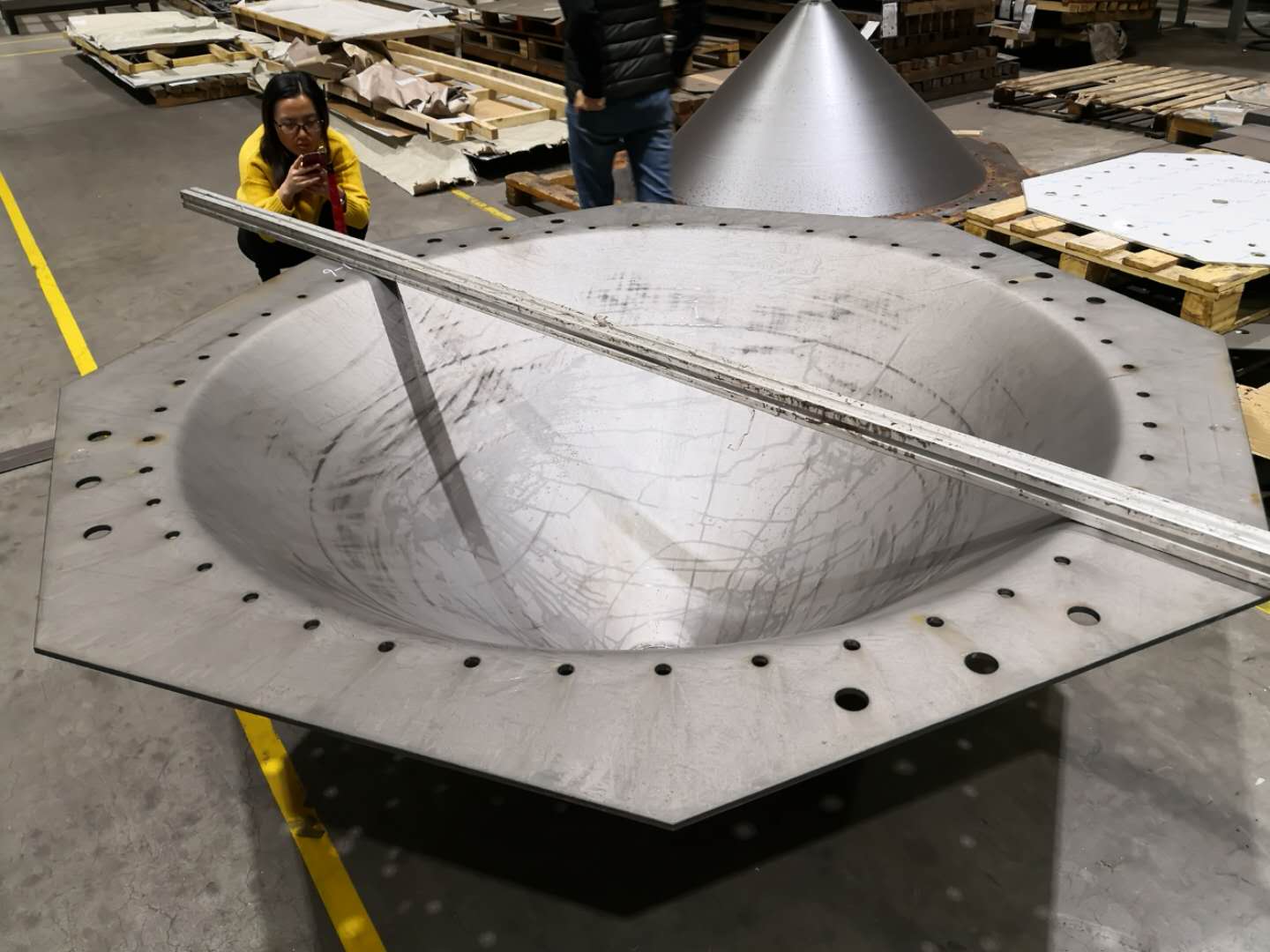
旋压过程,板坯与芯模共同旋转,由辊轮进给并施加压力,使板坯紧贴芯模逐点局部变形的冲压成形工艺。旋压可制造各种轴对称旋转体零件,如扬声器、弹体、高压容器封头、铜锣;轮毂旋压机品牌也可用于气瓶收口、筒坯成形等。轮毂旋压机品牌在旋压成形的同时使板厚减薄的工艺称为变薄旋压,又称强力旋压,多用于加工锥形件、薄壁的管形件等,也可用以旋压大直径的深筒,再剖开后制成平板。

 您的位置:
您的位置:





 公司地址:江苏省苏州常熟市董浜镇民生路4号
公司地址:江苏省苏州常熟市董浜镇民生路4号 版权所有:傲垦数控装备(苏州)有限公司
版权所有:傲垦数控装备(苏州)有限公司 备案号:苏ICP备19064750号-1
备案号:苏ICP备19064750号-1 技术支持:祥云平台
技术支持:祥云平台
