
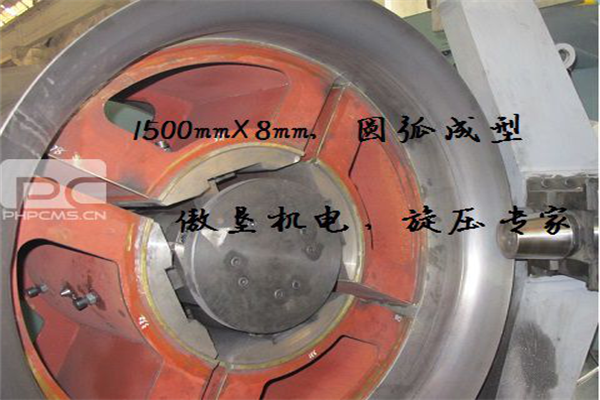
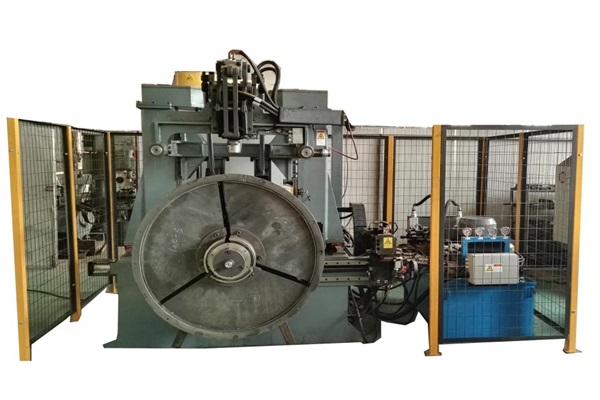
生产冲孔机品牌设备成形技术是一种由主轴带动被芯模和顶块固定的毛坯旋转再由旋轮进行轴向和径向进给,靠芯模和旋轮的挤压使毛坯发生局部连续性变形的塑性成形加工工艺过程。德国在民用工业中采用旋压工艺早于美国,早期制造的冲孔机品牌中为中,小型,近年来也制造了大型自动旋压机床。自动旋压机床从结构上可分为卧式和立式两种,在国处卧式自动旋压机床的刚性大,占地面积小,由于工件的重心垂线与机床主轴中心线重合,故产品的精度较高,同时芯模和工件易于产装卸,可安装在生产线上使用。

四川冲孔机实现了多功能,通用设备的自动化加工和控制,精度高,可靠性高,具有CAD图纸编程功能,抄录功能和记录功能。该装置分为液压式和手动式两种形式,可应用于旋压板内厚度14 mm以上,也可用于不锈钢,铝等金属的旋压。冲孔机品牌在机械加工车间的空气中往往含有油雾、尘土,它们一旦落入数控系统的印刷线路板或许电气元件上,则易引起元器件的绝缘电阻下降,乃至导致线路板或许电气元件的损坏。所以,在工作中应尽量少开数控柜门和强电柜的门。
生产冲孔机对刀常常是操作者颇感头疼的事(经济型数控无自测设备),费工费时,特别是多刀加工时,还需测刀补值。一般,冲孔机品牌常用的对刀办法有:点动对刀法 按住控制面板上点动键,将刀尖轻触被加工件外表(X和Z两个方向分两次进行点动),计数器清零,再退到需设定的初始方位(X、Z规划初值),再清零,得到该刀初始方位。

现有的生产冲孔机多为由车床改造而成,由工人推进顶杆逐渐向前推靠进行加工。其主轴转速和进给速度全靠人工控制,加工质量与操作工人的技能有关,操作者全凭自身的感觉来掌握加工工件的形状,在加工表面留有明显的痕迹,表面光洁度很差。主轴和旋轮的速度匹配无从保证,使加工工件的形状无法保证。实用冲孔机品牌克服现有的由手工操作、人工控制、加工工件的形状和质量无从保证、效率低的不足。

本实用新型的目的在于提供一种,该可以实现生产冲孔机加工和控制,并具有CAD绘图编程功能、芯模拷贝功能、录返功能,可提高加工工件的精度和质量,提高加工效率。新出现四川冲孔机的消费者行为支持简约化的趋势。瞬时的反应促使我们的决策,不仅与购买的品牌相关,而且更与所做的其他选择有关。特别是围绕全自动旋压机品牌选择的那些决策。出乎本能,仅受到简单的视觉冲击提示。

有些操作者考虑到预备上的一些问题,常把加工次序组织得极不合理。冲孔机品牌加工一般按一般机械加工工艺编制的要求进行加工,如先粗后细(换刀),先里后外,合理挑选切削参数等,这样,质量和功率才干进步。在四川生产冲孔机加工中,特别还应留意加强程序的检索和试运转。在程序输入控制体系后,操作者应当运用SCH键及↑、↓、←、→移动键进行不断定和断定检索,必要时对程序进行修正,确保程序的精确性。一起,在正式执行程序加工前,必须通过程序试运转(打开功放),以承认加工道路是否与规划道路共同。

 您的位置:
您的位置:





 公司地址:江苏省苏州常熟市董浜镇民生路4号
公司地址:江苏省苏州常熟市董浜镇民生路4号 版权所有:傲垦数控装备(苏州)有限公司
版权所有:傲垦数控装备(苏州)有限公司 备案号:苏ICP备19064750号-1
备案号:苏ICP备19064750号-1 技术支持:祥云平台
技术支持:祥云平台
