

旋压工艺的应用范围十分广泛,这与其优点是分不开的,利用制造缩管旋压机品牌将厚壁金属筒形件,包括难熔金属、有色金属、不锈钢等经强力旋压成各种尺寸薄壁管材或异形旋压加工成异形空心回转件加工。现有的缩管旋压机品牌多为由车床改造而成,由工人推进顶杆逐渐向前推靠进行加工。其主轴转速和进给速度全靠人工控制,加工质量与操作工人的技能有关,操作者全凭自身的感觉来掌握加工工件的形状,在加工表面留有明显的痕迹,表面光洁度很差。主轴和旋轮的速度匹配无从保证,使加工工件的形状无法保证。
制造缩管旋压机是制造制品体的高度经济的手段,与数控金属旋压,较轻规格材料可以利用,削减其已经是低加工成本。这个过程需要比其他如冲压,铸造,锻造模具可持续少,旋压无需创建昂贵的模具和模式,这也使得它更容易建立。缩管旋压机品牌产生的废物少,并能利用预制坯,使之成为一个环境友好的工艺。通过数控金属旋压产生光滑饰面减少二次加工。

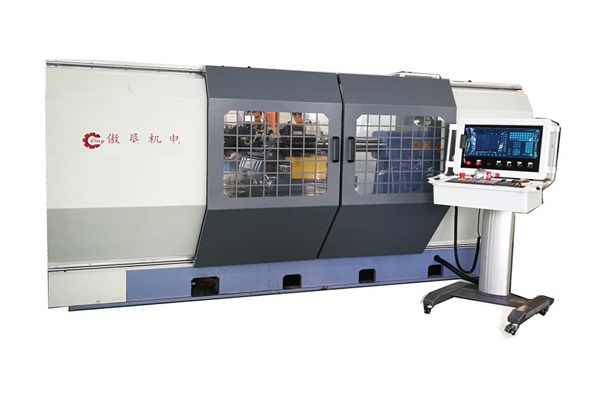
因为制造缩管旋压机是由数控系统控制的,自动旋压机能够一人操作多台,缩管旋压机品牌不需要招聘旋压工人员,普通工人就能够独立操作,自动旋压机就算没有旋压技术人员都能够操作。自动旋压机的床身、主轴和传动系统、旋轮架、尾座等每个部位具有很好的刚度,还具有较粗笨的作业台、较粗大的导轨、壁部肥厚的承力支架与箱体等。
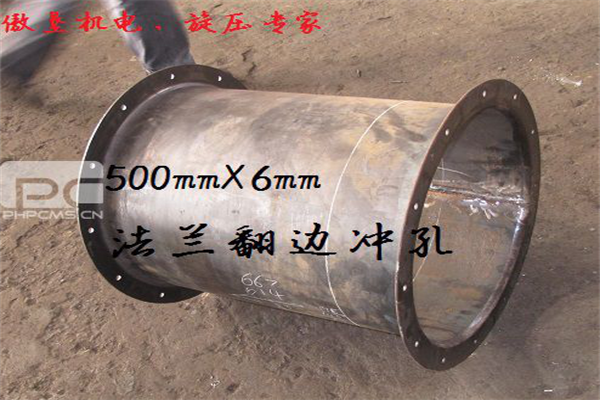
旋压过程,板坯与芯模共同旋转,由辊轮进给并施加压力,使板坯紧贴芯模逐点局部变形的冲压成形工艺。旋压可制造各种轴对称旋转体零件,如扬声器、弹体、高压容器封头、铜锣;缩管旋压机品牌也可用于气瓶收口、筒坯成形等。缩管旋压机品牌在旋压成形的同时使板厚减薄的工艺称为变薄旋压,又称强力旋压,多用于加工锥形件、薄壁的管形件等,也可用以旋压大直径的深筒,再剖开后制成平板。

 您的位置:
您的位置:





 公司地址:江苏省苏州常熟市董浜镇民生路4号
公司地址:江苏省苏州常熟市董浜镇民生路4号 版权所有:傲垦数控装备(苏州)有限公司
版权所有:傲垦数控装备(苏州)有限公司 备案号:苏ICP备19064750号-1
备案号:苏ICP备19064750号-1 技术支持:祥云平台
技术支持:祥云平台
